網版印刷介紹
(又稱絹版印刷/絹印或絲網印刷/絲印)

發展
絹印起源於中國宋代,隨後發揚於日本,屬於孔版印刷,當時主要用於布料圖騰的印制。直到二十世紀六零年代由Andy Warhol所興起的普普藝術中大量的使用,才真正的在歐美普及。
絹印在古時候是為貴族服飾服務的繁鎖工藝,隨著人類社會和技術的發展,今日成為了一個大眾而親民的普及工藝。在今日的工業社會裡,送廠印刷的物品數量動輒上萬,而絹印因為製版成本合理,所需設備較易取得,因此數量不受約束,從而促成了少數文化、地下文化和邊疆文化的發展,在電子設備未普及的時代,龐客和嬉皮用絹版印製海報和標語;而今日的fanzine(一些非主流的雜誌、插畫、小書刊)也有不少使用絹印來製作。
然而在電子印刷設備普及後,雷射印刷在平面上逐漸取代了絹印,於是絹印除了繼續在其它材質的印刷上大顯身手外,在平面的運用上又逐漸的回歸到它的藝術性。
在藝術文化界,絹印既有用在第一創作上,也經常用在重要作品的高品質複製,例如故宮的清明上河圖限量絹印複制;許多藝術家或插畫家販售限量絹印海報;也有草間彌生因為不願意讓五十張巨大的馬克筆繪畫離開她身邊,因此在同樣尺寸材質的畫布上絹印,每個作品僅複製一張並簽上名,由其代為出去巡迴展出。
慢工出版社選擇使用絹印,是因為對於古老工藝和其印刷質感的喜愛,也是基於這項技術對於非主流文化的支持。它讓我們能在尺寸材質、印刷數量和銷售方式上都擁有一定的自由。並且突顯我們對畫作的品質要求。
原理和過程
絹印是孔版印刷的一種,在有一定彈性和密度的網框上,利用手工或者感光的方式,把圖文以外的網目封住,而形成鏤空的孔版。通過刮刀的刮壓,油墨通過印紋孔而落到承印物上。這樣印刷出來的墨層較厚(厚度可以控制)、覆蓋力大、富量感、並且色彩鮮豔。
絹印號稱只要是固體都能印,在工業中已機器化,大量使用在包裝印刷,金屬塑膠玻璃印刷、T-shirt印刷和電路板印刷等等。
在發達國家絹印並不普及,只有在工廠或者藝術學院能見到,但在中國因手工業發達,小生意較多,經常能在路邊的小店看見店家正在用手工絹印印刷禮盒包裝或者招牌等等(在中國稱絲印),在非洲也有許多的服裝業還是使用手工的絹印。另外日本在幾十年前有家公司出了一台家庭絹印機,由於日本人有寫賀年卡的習慣而風靡一時,人手一台。
絹印能使用的材質和設備有非常多元,以下不一一介紹,僅以本工作室為例。
1. 原稿制作
由漫畫家製作,手繪或電腦不等,漫畫家事前知道要用絹印加工,創作者會配合絹印的特性繪畫。2. 原稿掃描
3. 電腦修圖、分色
即使用高解析度掃描,圖檔畢竟還是一個一個的小格所組成,在不破壞畫面的情況下,我們會加強對比並向量化圖檔,向量化後的檔案打印出來的線條會更平滑,對於網版的製作和印刷的易度都很重要。 此外若有不同顏色必須在電腦裡做好顏色分層,考慮疊色的順序、並色的可能,並且於某些顏色上加上安全範圍。4. 打印透明片基

分色後一一將所有圖層轉成黑色,並且切割成A4,輸出在透明片上。
5. 選擇、清潔網框

不同網目的網框適用於不同類型的圖文,和不同類型的承印物,選擇適合的網框洗去灰塵或者之前留下的感光膠,晒乾後使用。
6. 上感光膠
在上膠器中放入適量的感光膠,將網框傾斜45度角,傾斜上膠器,當膠完全碰到網後,把上膠器往上拉以鋪滿整片網,隨後刮除多餘的膠直到厚度合適。這個過程要盡量減少房內光線並快速的工作。如果印量較大或者希望油墨印厚一點時需要較厚的感光層,但相對陰乾時間和感光時間就較長。
7. 陰乾感光膠
將網框放置在陰暗,通風,溫暖的地方陰乾或烘乾,若感光膠沒有乾透,會造成感光失敗,版膜不夠牢固而被水或油墨沖掉。8. 拼透明底圖,對分色圖

當進行大於A4的印刷時,底圖會被分印在好幾張透明片上,在感光以前必需把這些圖拼成所需的版型,粘貼好,並且在光桌上重疊分色圖,檢查不同顏色的位置是否有對上,這裡是最花時間的部份之一。
9. 以UV燈管感光
網框上的感光膠乾了以後,將透明底圖放在感光桌上,網框放在底圖上,置中對好,蓋上橡膠布,抽到真空使網與圖密合,打開UV燈,根據圖案和感光膠的品牌選擇適合的感光時間。真空的部份也可以以壓重物來替代,但力量必需相當均匀,否則會造成玻璃的彎曲,而產生部份影像的模糊。10. 以清水沖洗感光膠

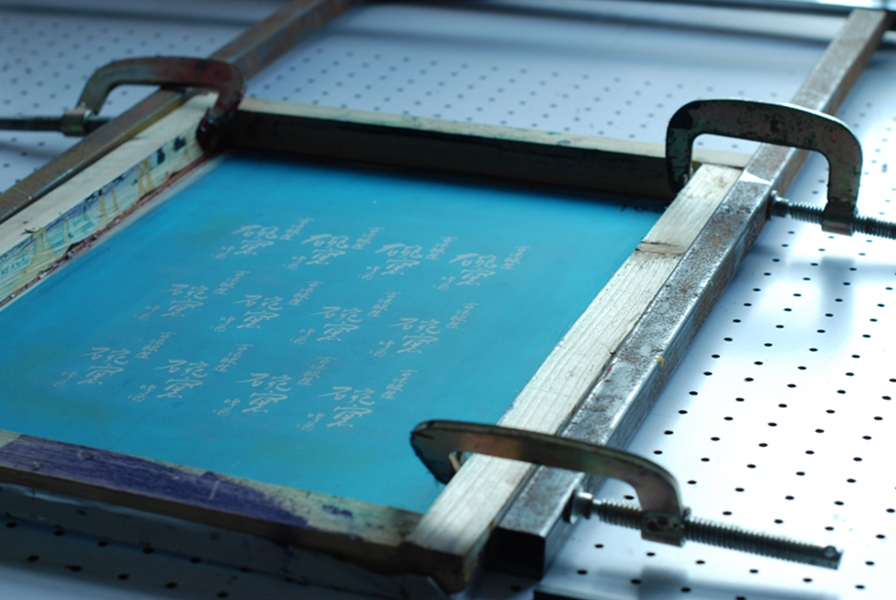
感光時間到了以後,以清水平均沖洗網面,在有圖文的部份感光膠因受到透明片上的黑色阻檔而沒有固化,所以能被水沖洗掉,露出網孔,而其它地方的感光層被固化,網孔被封死,之後油墨就不會通過。
11. 晒乾網版

12. 修版
仔細檢查是否有該封住的網孔被洗空,這時可以用小水彩筆或者手指補上感光膠,再次晒乾。到這裡網版就完成了,通常會一次做好幾個版,因為需要等乾的時間不少,其它工具一次拿出來使用也較省事。13. 封網邊,固定網框,定紙張位置,調整平衡桿重量,調網框高度
封網邊是為了避免墨漏到桌上。 定位是整個印刷重要關鍵之一,尤其是多色印刷,要考慮到印每一色時落在同一個位置上,定好紙張位置後,在桌上粘上厚紙板以三點定位。 而網框和桌子的距離則影響了網的彈性問題和墨層的厚度問題,調整不當,都會對印刷結果產生不良的影響。
14. 調色

如果用的水性油墨,基本上不用調稀,而溶劑型油墨則需加稀釋溶劑,基於環保的問題,所有紙張的印刷,我們都使用符合歐盟標準的環保水性油墨。調色時量一定要多調,如果有混色,印到一半沒有墨要再調出一模一樣的顏色是很不容易的。即使是只用黑色印刷,是要做純黑,帶紅的黑或者帶青的黑,都會用相當不同的效果。
15. 倒油墨
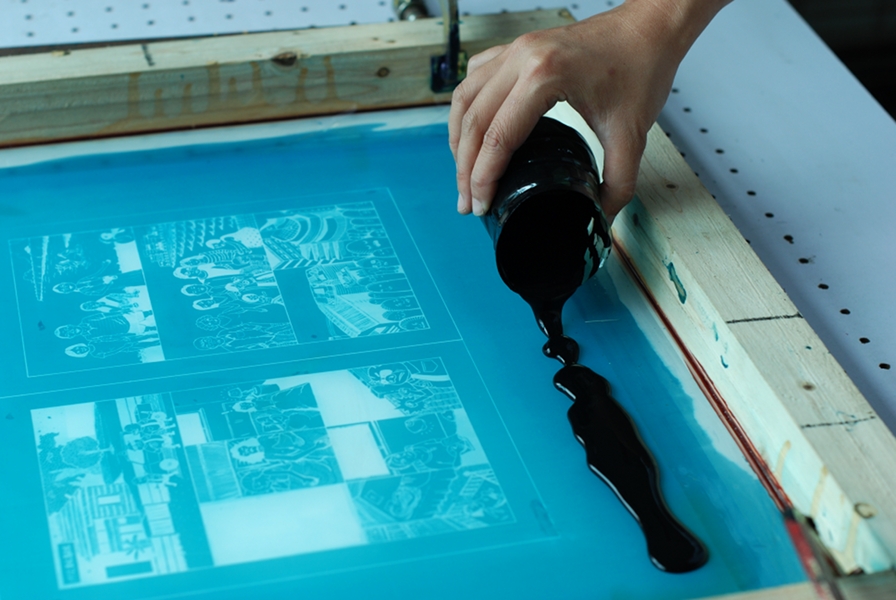
到這裡,我們終於要開始印刷了,倒上足夠的油墨,刮刀才會滑順,並且才不用一直加墨。
16. 鋪墨

用刮刀輕壓刮過有圖案的部份,使所有網孔上都有墨,但不要太用力印到紙上了。
17. 印刷

再以45度角刮一次,這次是印下去了。速度不能太快,刮條部份不能太彎曲,否則會有油墨沒上到或者積墨等情況,那就失敗了!
18. 移紙,放在晒乾架上,放上新紙(試印,調整,正式印重覆16-18)

抬起網框,換紙。基本上,有兩個人一起印最好,一個人加紙和印刷,一個人專門移走印好的放上層架,但人手不足的話一個人也可以嘍。
19. 清洗材料
印完後要把剩餘的墨快速的回收,太慢墨會乾掉不好洗。接著溶劑型油墨用溶劑洗,水性油墨用水洗,刮刀等等一一清洗乾淨,如果不需要保留圖案,可以用洗網水把感光膠版洗去,網框就能再製成別的版用;如需以後再加印,就要留下網版。20. 等乾,上第二色或者印背面

乾燥到能上第二色的程度至少要一天,實際情況要視工作室的乾濕和通風情況而定,千萬不要在沒有乾透的情況再次印刷或者重疊紙張。
